为了防止Ti和Fe的混合,作者提出了对熔点高于母材的Nb中间层进行激光偏移。因此,焊缝的特点是在Ti-Nb侧进行熔焊,在Nb-SS侧伴随着共晶反应的原子间扩散结合,从而产生具有370MPa可观UTS的混合接头。如图12(a)所示,Ti侧的Nb在没有形成任何IMC的情况下进行混合,而SS侧保持未熔化状态,反应层散发。由于Fe的扩散速度比Nb快,反应层由Nb/Fe7Nb6/Fe2Nb+α-Fe/α-Fe/SS相组成。当同一作者采用需要熔化Nb-SS侧的双焊道焊接时,在WZ中形成了γ-Fe和Fe2Nb IMC,当断裂发生在Nb-SS界面时,UTS恶化到170MPa。随后的失效归因于形成相中的硬度差异,该差异导致裂纹发展和残余应力。
聚焦在AZ31B夹层上的激光束产生了94%的焊接效率。连接是由于Ti-6Al-4V和SS304L侧的原子扩散而发生的。接头的熔化区如图12(b)所示。由于Mg17Al12IMC的形成,Ti侧也经历了反应扩散,因为Ti由于其较低的导热率而保留了更多的热量,并且有Al作为IMC促进剂。由于Mg在液态下不与Fe和Ti溶解或反应,WZ的特征是两个微米尺度的薄扩散界面层。随着激光功率的提高,由于IMC脆性相的增加,断裂从不锈钢/焊缝侧转移到钛/焊缝侧。在Ti-6Al-4V/SS316L接头上进行一次焊接,将激光束聚焦在V夹层上,导致Fe、V和Ti混合,从而促使V合金从韧性到脆性的转变。然而,双通道激光焊接会导致退火,随后在Ti-V界面断裂,从而产生具有92% V夹层的接头。
图12(c)显示了Ti-6Al-4V和SS316L接头在两焊道焊接模式下的SEM蚀刻微观结构,放大插图显示未熔化V的退火晶粒尺寸。由于与钢相比,Ti-6Al-4V()和钒()的热扩散率较低,因此大约89%的初始箔厚度得以保留,并且退火区以及晶粒尺寸在Ti侧比SS侧更大()。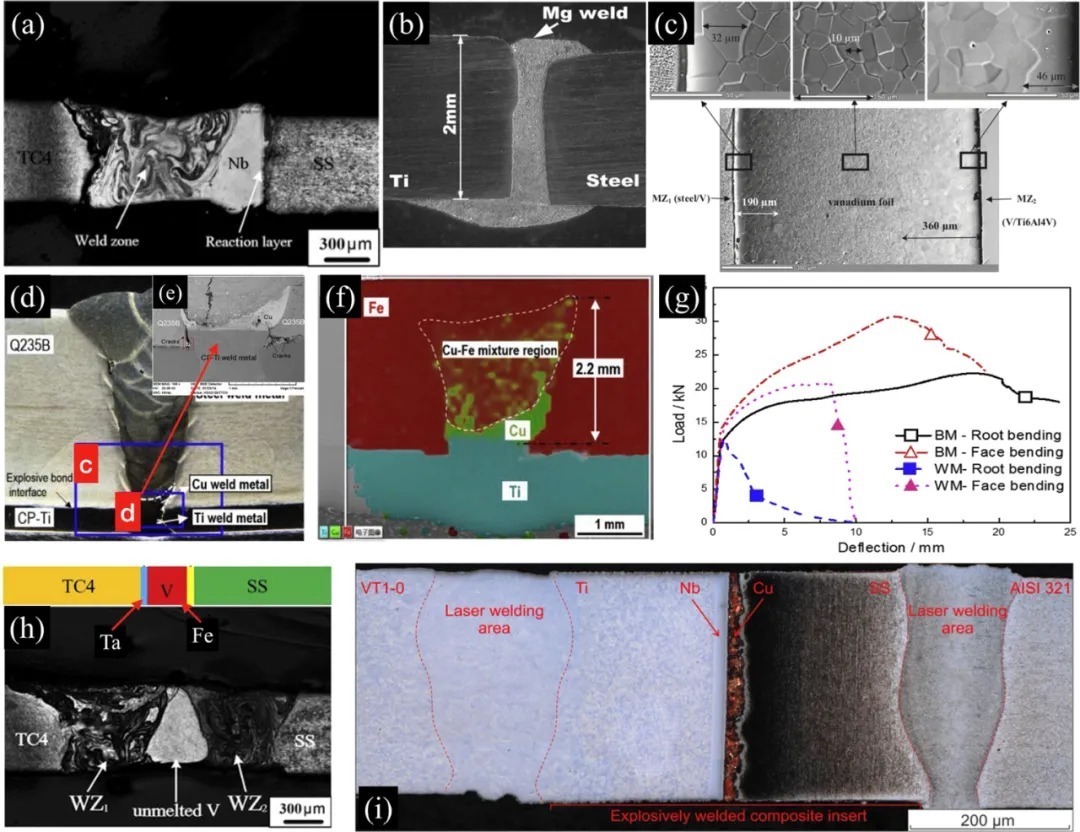 ▲图12?单个夹层的熔体区(a)Nb、(b)V和(c)Mg(AA31B);多个夹层的熔体区(d)Ti/Cu/Fe(e)界面处存在裂纹,(f)Cu/Ti/Fe混合,(g)弯曲载荷与挠度曲线,(h)Ta/V/Fe和(i)Ti/Nb/Cu/SS
▲图12?单个夹层的熔体区(a)Nb、(b)V和(c)Mg(AA31B);多个夹层的熔体区(d)Ti/Cu/Fe(e)界面处存在裂纹,(f)Cu/Ti/Fe混合,(g)弯曲载荷与挠度曲线,(h)Ta/V/Fe和(i)Ti/Nb/Cu/SS
钛及其合金不同材料激光焊接的研究与发展现状(5)
【作者】网站采编
【关键词】
【摘要】为了防止Ti和Fe的混合, 作者提出了对熔点高于母材的Nb中间层进行激光偏移。 因此,焊缝的特点是在Ti-Nb侧进行熔焊,在Nb-SS侧伴随着共晶反应的原子间扩
为了防止Ti和Fe的混合,作者提出了对熔点高于母材的Nb中间层进行激光偏移。因此,焊缝的特点是在Ti-Nb侧进行熔焊,在Nb-SS侧伴随着共晶反应的原子间扩散结合,从而产生具有370MPa可观UTS的混合接头。如图12(a)所示,Ti侧的Nb在没有形成任何IMC的情况下进行混合,而SS侧保持未熔化状态,反应层散发。由于Fe的扩散速度比Nb快,反应层由Nb/Fe7Nb6/Fe2Nb+α-Fe/α-Fe/SS相组成。当同一作者采用需要熔化Nb-SS侧的双焊道焊接时,在WZ中形成了γ-Fe和Fe2Nb IMC,当断裂发生在Nb-SS界面时,UTS恶化到170MPa。随后的失效归因于形成相中的硬度差异,该差异导致裂纹发展和残余应力。
聚焦在AZ31B夹层上的激光束产生了94%的焊接效率。连接是由于Ti-6Al-4V和SS304L侧的原子扩散而发生的。接头的熔化区如图12(b)所示。由于Mg17Al12IMC的形成,Ti侧也经历了反应扩散,因为Ti由于其较低的导热率而保留了更多的热量,并且有Al作为IMC促进剂。由于Mg在液态下不与Fe和Ti溶解或反应,WZ的特征是两个微米尺度的薄扩散界面层。随着激光功率的提高,由于IMC脆性相的增加,断裂从不锈钢/焊缝侧转移到钛/焊缝侧。在Ti-6Al-4V/SS316L接头上进行一次焊接,将激光束聚焦在V夹层上,导致Fe、V和Ti混合,从而促使V合金从韧性到脆性的转变。然而,双通道激光焊接会导致退火,随后在Ti-V界面断裂,从而产生具有92% V夹层的接头。
图12(c)显示了Ti-6Al-4V和SS316L接头在两焊道焊接模式下的SEM蚀刻微观结构,放大插图显示未熔化V的退火晶粒尺寸。由于与钢相比,Ti-6Al-4V()和钒()的热扩散率较低,因此大约89%的初始箔厚度得以保留,并且退火区以及晶粒尺寸在Ti侧比SS侧更大()。
▲图12?单个夹层的熔体区(a)Nb、(b)V和(c)Mg(AA31B);多个夹层的熔体区(d)Ti/Cu/Fe(e)界面处存在裂纹,(f)Cu/Ti/Fe混合,(g)弯曲载荷与挠度曲线,(h)Ta/V/Fe和(i)Ti/Nb/Cu/SS未完待续
江苏激光联盟激光红欢迎您持续关注
文章来源:Current research and development status of dissimilar materials laser?welding of titanium and its alloys,Optics & Laser Technology,Volume 126,?June 2020, ,
参考文献:Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling,Acta Materialia,Volume 126, March 2017, Pages 251-263,
江苏激光联盟陈长军原创作品!
文章来源:《材料保护》 网址: http://www.clbhzzs.cn/zonghexinwen/2021/0917/975.html
上一篇:航天级材料用在手机散热上?realme GT Neo2这次散热
下一篇:保护漓江江景环境,桂林漓江9艘废弃船只被切割