众所周知,在金属的固相和液相加热期间,激光脉冲的能量吸收是活跃的,直到达到汽化温度,此时开始形成小孔。通过逆轫致辐射(Bremsstrahlung)机制和菲涅耳反射,钥孔的产生导致能量吸收显著增加。通过将高速相机与计算流体动力学结合使用,Panwisawas等人模拟并验证了Ti-6Al-4V在连续时间间隔内的钥孔形成和穿透深度(图6)。由于固/液界面的不同性质,这种现象可以被捕获到,而且随着融合区(FZ)边界的预测引起了工业和学术界的极大兴趣,这种现象也变得有趣起来。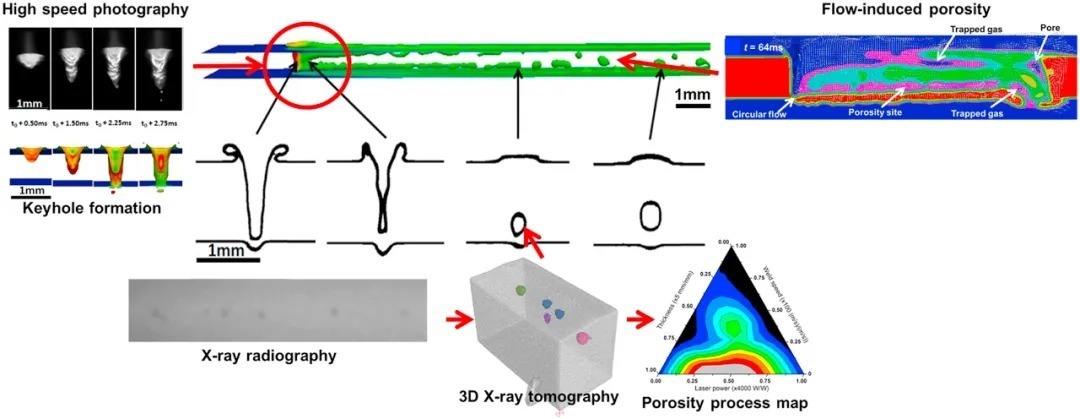
 ▲图6? 上部图:该成果的graphic abstract模拟模型和3000W下100mm/s的高速相机成像在钥孔形成演变过程中液体/固体界面的比较。其中t0是指激光接触焊板的初始时间;
▲图6? 上部图:该成果的graphic abstract模拟模型和3000W下100mm/s的高速相机成像在钥孔形成演变过程中液体/固体界面的比较。其中t0是指激光接触焊板的初始时间;
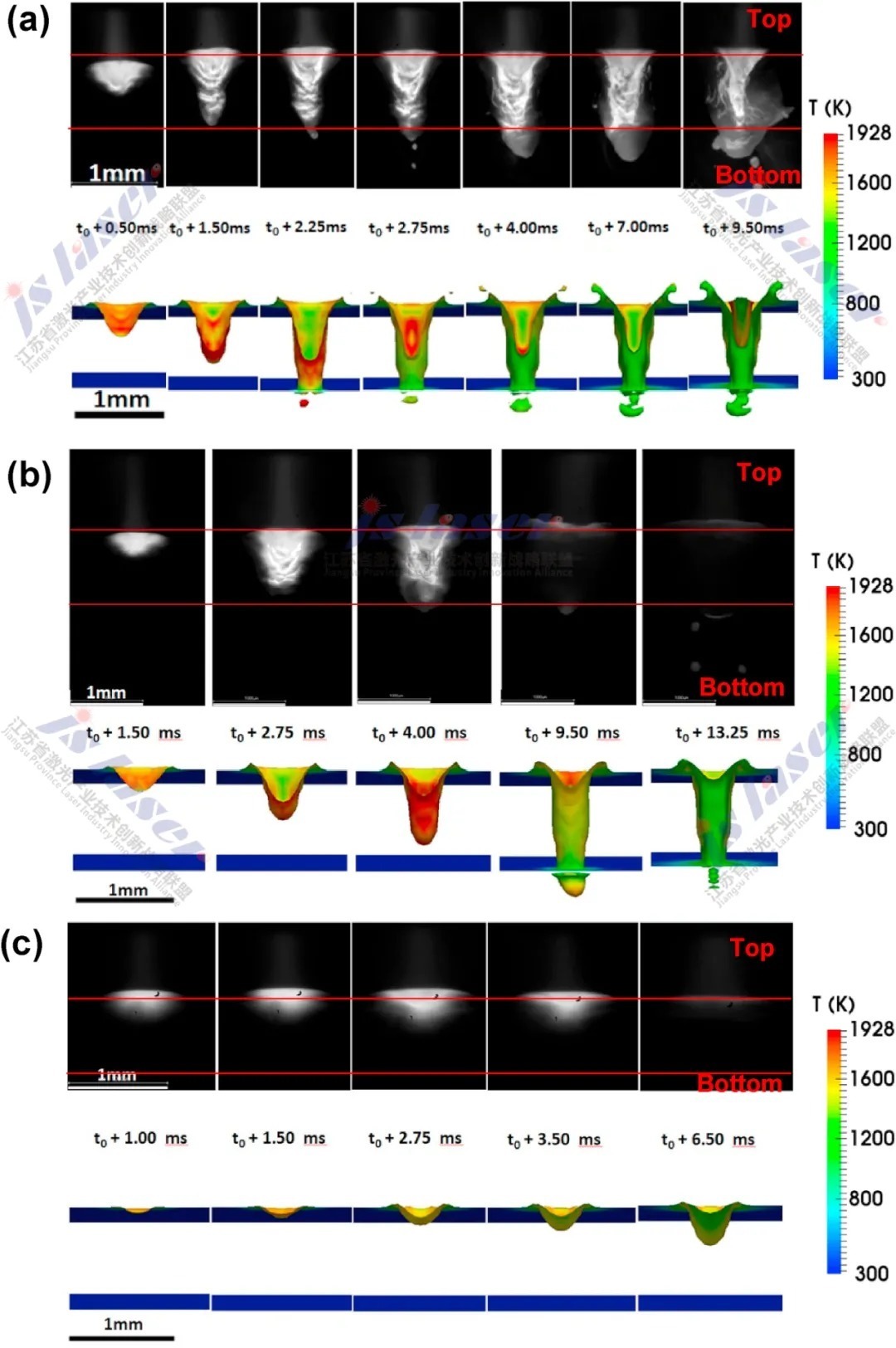
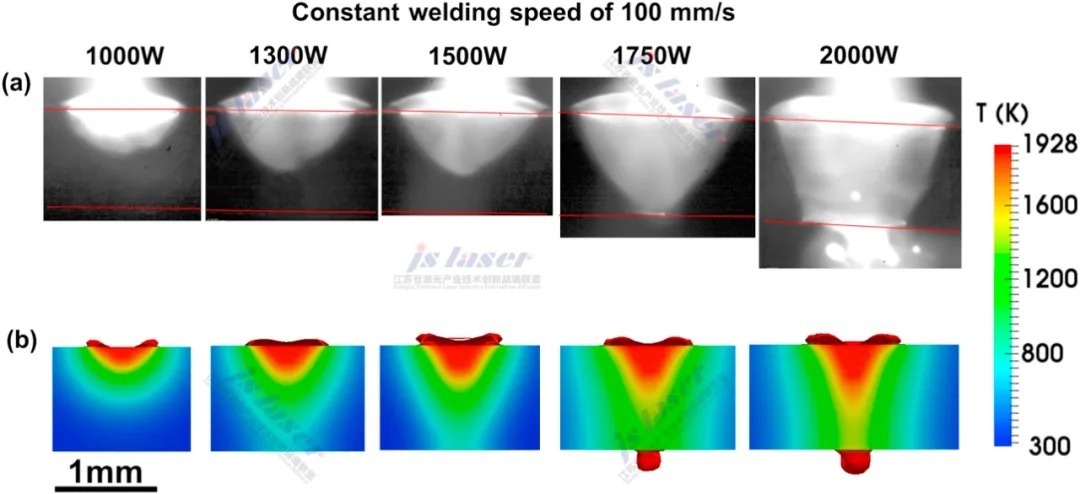
第二组图:液体/固体界面在模拟和高速摄像时,焊接速度为100 mm/s的时候比较:?(a) 3000 W, (b) 2000 W and (c) 1000 W,需要注意的是是 t0指激光接触板材的初始时间,即?(a) t0?= 2.75 ms, (b) t0?= 2.50 ms, (c) t0?= 2.00 ms;第三组图:原位熔化区和形状的比较,自板材的边缘进行观察,在使用(a)高速摄影和(b)在焊接速度固定在100 mm/s和1mm后的额板材在总功率为1000 W, 1300 W, 1500 W, 1750 W和2000 W的时候之后的5ms得到的结果;
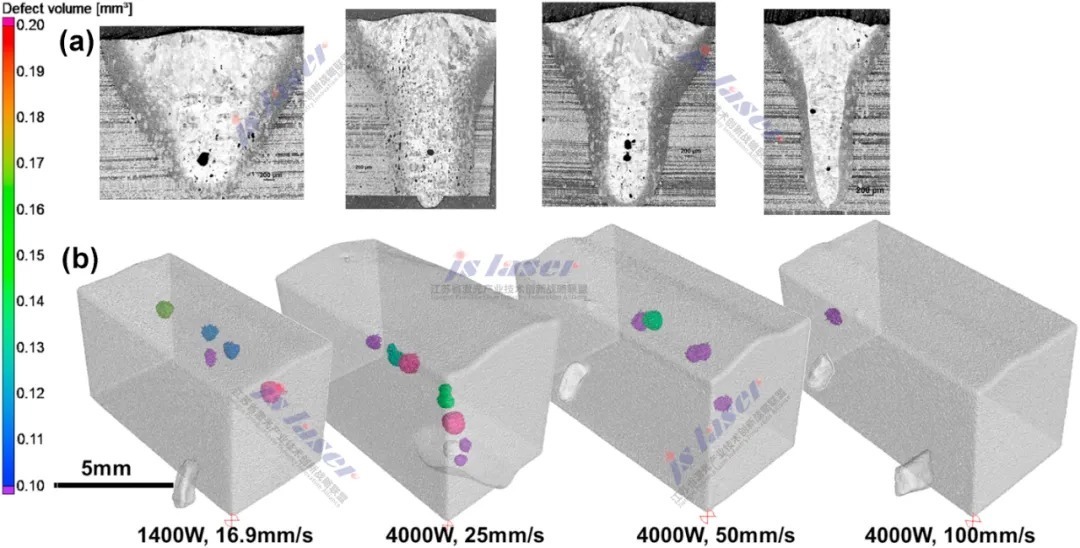
最后一组图:(a)金相照片;(b)重构的3D XCT图像,厚度为5mm,激光功率为1400 W,焊接速度为16.9mm/s和功率固定在4000 W,扫描速度分别为25 mm/s, 50 mm/s 和 100 mm/s
1.5?残余应力
当系统的结构完整性是首要关注的问题时,与残余应力有关的信息非常重要。在激光焊接过程中,无论工件夹具如何,激光对材料的瞬时熔化以及随后保护气体在光束后面的冷却过程都会引发热循环。同时加热和冷却梯度引发由夹紧结构限制的相位变化引起的不同塑性流动以及热应变和应力,从而在系统中引起集体残余应力,这可能对屈曲强度、断裂强度和疲劳造成不利影响力量。未夹紧的系统会产生较小的残余应力,因为在冷却过程中,当板变形、收缩或弯曲时,部分应变会恢复。
Massab等人揭示了脉冲波模式激光焊接在未夹紧的中产生的纵向和横向应力约为100MPa,远小于母材的屈服强度(950MPa)。残余应力积累的位置取决于其来源。例如,由热应变引起的应力被证实靠近焊缝的中心线,但随着相变使应力分布复杂化,这些应力会移开。对于不同的Al-Ti焊缝,由于Al的变形能力较高,在Al侧承受较大的变形。然而,如果焊件在夹具中保留一天,压缩应力可以消除由于持续时间的延长而造成的变形。材料的延展性越高,塑性变形和垂直升力就越大。最后,时效硬化是完全消除畸变的可行方法。与高热输入焊接工艺相比,基于激光的焊接具有更低的变形。
例如,脉冲TIG(钨惰性气体)记录的拉伸残余应力在距焊缝中心线约18毫米处有更大的扩散。然而,激光焊接样品在距中心线小于3毫米处表现出压缩残余应力。此外,Gao等人对激光焊接和TIG焊接Ti6Al4V的角变形进行了比较评估。他们报告说,激光焊接的最大角变形为2.3°,TIG焊接样品的最大角变形为5.5°。
2.?钛及其合金的不同焊接
多材料的异质组装有利于获得能够在异质条件下运行和维持的多功能先进材料组件,还可以降低比重并防止材料浪费。在接下来的章节中,将探讨这种异种焊接的机械和材料方面的问题。
2.1?钛-钛接头
钛合金的异种接头已被证明保留了母合金的机械性能。主要原因是热物理性质和化学相容性的差异较小,从而防止IMC的形成。可以推断,主要是CO2、光纤和Nd三种主要类型的激光器:YAG已以连续或脉冲波模式的形式用于光束参数模式-4.1kW范围内的入射外加功率产生了具有足够硬度(图7(a))和UTS(图7(b)
钛及其合金不同材料激光焊接的研究与发展现状(2)
【作者】网站采编
【关键词】
【摘要】众所周知,在金属的固相和液相加热期间,激光脉冲的能量吸收是活跃的,直到达到汽化温度,此时开始形成小孔。通过逆轫致辐射(Bremsstrahlung)机制和菲
众所周知,在金属的固相和液相加热期间,激光脉冲的能量吸收是活跃的,直到达到汽化温度,此时开始形成小孔。通过逆轫致辐射(Bremsstrahlung)机制和菲涅耳反射,钥孔的产生导致能量吸收显著增加。通过将高速相机与计算流体动力学结合使用,Panwisawas等人模拟并验证了Ti-6Al-4V在连续时间间隔内的钥孔形成和穿透深度(图6)。由于固/液界面的不同性质,这种现象可以被捕获到,而且随着融合区(FZ)边界的预测引起了工业和学术界的极大兴趣,这种现象也变得有趣起来。
▲图6? 上部图:该成果的graphic abstract模拟模型和3000W下100mm/s的高速相机成像在钥孔形成演变过程中液体/固体界面的比较。其中t0是指激光接触焊板的初始时间;第二组图:液体/固体界面在模拟和高速摄像时,焊接速度为100 mm/s的时候比较:?(a) 3000 W, (b) 2000 W and (c) 1000 W,需要注意的是是 t0指激光接触板材的初始时间,即?(a) t0?= 2.75 ms, (b) t0?= 2.50 ms, (c) t0?= 2.00 ms;第三组图:原位熔化区和形状的比较,自板材的边缘进行观察,在使用(a)高速摄影和(b)在焊接速度固定在100 mm/s和1mm后的额板材在总功率为1000 W, 1300 W, 1500 W, 1750 W和2000 W的时候之后的5ms得到的结果;
最后一组图:(a)金相照片;(b)重构的3D XCT图像,厚度为5mm,激光功率为1400 W,焊接速度为16.9mm/s和功率固定在4000 W,扫描速度分别为25 mm/s, 50 mm/s 和 100 mm/s
,时长00:15
,时长00:15
,时长00:15
当系统的结构完整性是首要关注的问题时,与残余应力有关的信息非常重要。在激光焊接过程中,无论工件夹具如何,激光对材料的瞬时熔化以及随后保护气体在光束后面的冷却过程都会引发热循环。同时加热和冷却梯度引发由夹紧结构限制的相位变化引起的不同塑性流动以及热应变和应力,从而在系统中引起集体残余应力,这可能对屈曲强度、断裂强度和疲劳造成不利影响力量。未夹紧的系统会产生较小的残余应力,因为在冷却过程中,当板变形、收缩或弯曲时,部分应变会恢复。
Massab等人揭示了脉冲波模式激光焊接在未夹紧的中产生的纵向和横向应力约为100MPa,远小于母材的屈服强度(950MPa)。残余应力积累的位置取决于其来源。例如,由热应变引起的应力被证实靠近焊缝的中心线,但随着相变使应力分布复杂化,这些应力会移开。对于不同的Al-Ti焊缝,由于Al的变形能力较高,在Al侧承受较大的变形。然而,如果焊件在夹具中保留一天,压缩应力可以消除由于持续时间的延长而造成的变形。材料的延展性越高,塑性变形和垂直升力就越大。最后,时效硬化是完全消除畸变的可行方法。与高热输入焊接工艺相比,基于激光的焊接具有更低的变形。
例如,脉冲TIG(钨惰性气体)记录的拉伸残余应力在距焊缝中心线约18毫米处有更大的扩散。然而,激光焊接样品在距中心线小于3毫米处表现出压缩残余应力。此外,Gao等人对激光焊接和TIG焊接Ti6Al4V的角变形进行了比较评估。他们报告说,激光焊接的最大角变形为2.3°,TIG焊接样品的最大角变形为5.5°。
2.?钛及其合金的不同焊接
多材料的异质组装有利于获得能够在异质条件下运行和维持的多功能先进材料组件,还可以降低比重并防止材料浪费。在接下来的章节中,将探讨这种异种焊接的机械和材料方面的问题。
2.1?钛-钛接头
钛合金的异种接头已被证明保留了母合金的机械性能。主要原因是热物理性质和化学相容性的差异较小,从而防止IMC的形成。可以推断,主要是CO2、光纤和Nd三种主要类型的激光器:YAG已以连续或脉冲波模式的形式用于光束参数模式-4.1kW范围内的入射外加功率产生了具有足够硬度(图7(a))和UTS(图7(b)
文章来源:《材料保护》 网址: http://www.clbhzzs.cn/zonghexinwen/2021/0917/975.html
上一篇:航天级材料用在手机散热上?realme GT Neo2这次散热
下一篇:保护漓江江景环境,桂林漓江9艘废弃船只被切割